◇壓縮機每一級后均應設置安全閥,安全閥應契合TSG R0004的規則,還應契合TSG ZF001的規程。
◇ 安全閥的整定壓力應不高于緊縮機最高工作壓力,但應不低于表2中所列值。
◇ 注:最高工作壓力規則溫度下運送規則流休時,規劃的設備(與此術語有關的任何部件上)答應的最高接連運轉壓力。
◇ 安全閥應思考裝置在不受振蕩攪擾的方位,宜裝置在分離器或氣路管道上,從安全閥排放出來的氣體不該對環境形成污染和損害人身安全。
★ 表2安全閥設定值

◇ 大型「桌上型恒溫恒濕老化測試機」壓縮機管路規劃和接口制作、實驗及查驗應契合GB/T 20801的規則,氣路管道的規劃還應契合TSG D0001的相關規則。
◇ 大型「桌上型恒溫恒濕老化測試機」壓縮機氣路、水路、油路應按照流程進行配管規劃,銜接應結實,不該有走漏或彼此走漏。
◇ 大型「桌上型恒溫恒濕老化測試機」壓縮機應設置盤車設備。活塞力小于或等于200 kN的機型可選用手動盤車,別的宜選用電動或氣動盤車。
◇ 氣缸體、氣缸蓋、氣缸座、活塞及(濕式〉氣缸套等受壓零件的氣腔應做水壓實驗。實驗壓力為最高王作壓力的L5倍,保壓時刻不少于30 min,應不滲漏。
◇ 氣缸體、氣缸蓋、氣缸座及(濕式)氣缸套等零件的水腔,均應以最高工作壓力的1.5倍且不低于0.6MPa的壓力做水壓實驗,保壓時刻不少于30 min,應不滲漏。
◇ 9.機身油油使用火油或別的滲透性強的液體進行試漏,堅持4h,應不滲漏。
10.冷卻器、緩沖器、分離器等壓力容器的規劃和制作應別離契合《特種設備安全督查法令》、GB150、GB 151、TSG R0004的規則。冷卻水質應契合GB 50050的規則。
◇ 壓方銅滑體系最少應包含一個具有120%容積流量的油泵,一套供油和回油體系,一個油冷卻器,一個全流量過濾器和必備的外表。曲軸箱油溫應不超越70"。,油過濾器精度應不低于25μm。
◇ 大型「桌上型恒溫恒濕老化測試機」壓縮機應最少包含表3所設置的報警或報警泊車的安全保護設備。
表3報警和停機請求
◇ 對于「桌上型恒溫恒濕老化測試機」大型往復活塞緊縮機挑選資料需求契合那些規范
★ 「桌上型恒溫恒濕老化測試機」大型往復活塞緊縮機規范
◇ 大型「桌上型恒溫恒濕老化測試機」壓縮機鍛鋼件應按JB/T6908的規則 大型「桌上型恒溫恒濕老化測試機」壓縮機灰鑄鐵件應按JB/T6431規則。大型「桌上型恒溫恒濕老化測試機」壓縮機球墨鑄鐵件應按JB/T 9104而骯y 壓縮機鑄鋼碳鋼件應按GB/T 11352的規則。緊縮機鋁合金鑄件應按GB/T 9438的規則。
◇壓縮機銅合金鑄件應按GB/T 13819的規則緊縮機不銹鋼鑄件應按GB/T 6967的規則。壓力容器用鋼板應按GB 713和GB 24511的規則。
◇ 壓力容器用鍛件應按NB/T 47008、NB/T 47009和NB廳47010的規則緊縮機首要零部件通常等級資料拜見附錄A「桌上型恒溫恒濕老化測試機」大型往復活塞緊縮機加工緊縮機首要零件首要部位的公役合作拜見B.1緊縮機首要零件加工外表的外表粗糙度拜見B.2緊縮機首要零件形狀和方位公役拜見B.3。
★ 「桌上型恒溫恒濕老化測試機」大型往復活塞緊縮機裝置
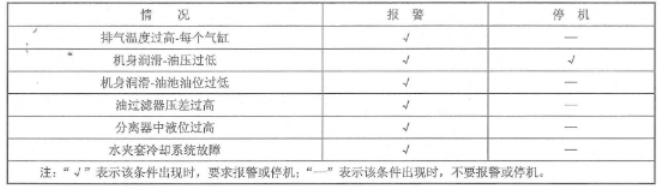
◇ 大型「桌上型恒溫恒濕老化測試機」壓縮機的一切零件(包含外購件)應是通過查驗的合格品,按有關商品裝置技能文件的規則進行裝置。需經預裝置出廠的緊縮機,裝置時首要部件的方位精度應按表4進行調整表4緊縮機首要部件的方位精度。
★ 大型「桌上型恒溫恒濕老化測試機」壓縮機裝置進程應測量下列項目,并應契合有關產技能文件的規則
各級活塞內、外止點空隙:十字頭與滑道的徑向空隙最啦觸狀況::主軸瓦背與機身軸承孔的觸摸狀況?
★ 主軸頸與主軸承的徑向空隙:由柄銷與連桿大頭瓦的徑向空隙:十字頭銷與連桿小頭襯套的徑向空隙:連桿定位端面的軸向空隙;活塞桿徑向圓跳動:曲柄拐誤差。
4.緊縮機預裝置后,通過選配與調整,以下零件、部件不能交換的,應在其銜接處別離打上符號:
★ 機身軸承座與軸承蓋;同一列機身、中體、連桿、十字頭、氣缸、活塞:。機身與相應方位的支承架。
◇ 填料函密封盒的等級與其次序。